


‹

›
‹




›
◉ PRODUCT SPECIFICATION
1. Material Standards & Grades
Primary Standards:
ASTM B88 - Seamless Copper Water Tube
EN 1057 - Copper and copper alloys - Seamless, round copper tubes for water and gas in sanitary and heating applications
JIS H3300 - Copper and copper alloy seamless pipes and tubes
GB/T 18033 - Seamless copper pipes for water and gas
Common Copper Grades:
2. Chemical Composition (% by weight)
3. Mechanical Properties
4. Physical Properties
5. Product Specifications
6. Manufacturing Processes
Production Methods:
Extrusion: For larger diameters and thick walls
Drawing: For precision dimensions and smooth surface
Rolling: For specific size ranges
Process Characteristics:
Annealing temperature: 400-600°C
Surface finish: Pickled, polished, or coated
End types: Plain, beveled, or threaded
7. Surface Quality & Finish
Surface Conditions:
8. Testing & Inspection
Standard Tests:
Hydrostatic pressure test
Flaring test
Flattening test
Chemical analysis
Dimensional inspection
Surface quality inspection
Optional Tests:
Eddy current test
Ultrasonic test
Grain size measurement
Third-party inspection
9. Applications
Plumbing Applications:
Water supply lines
Gas pipelines
Heating systems
Sanitary installations
HVAC & Refrigeration:
Refrigeration lines
Air conditioning systems
Heat exchangers
Condenser tubes
Industrial Applications:
Compressed air lines
Hydraulic systems
Instrumentation tubes
Medical gas pipelines
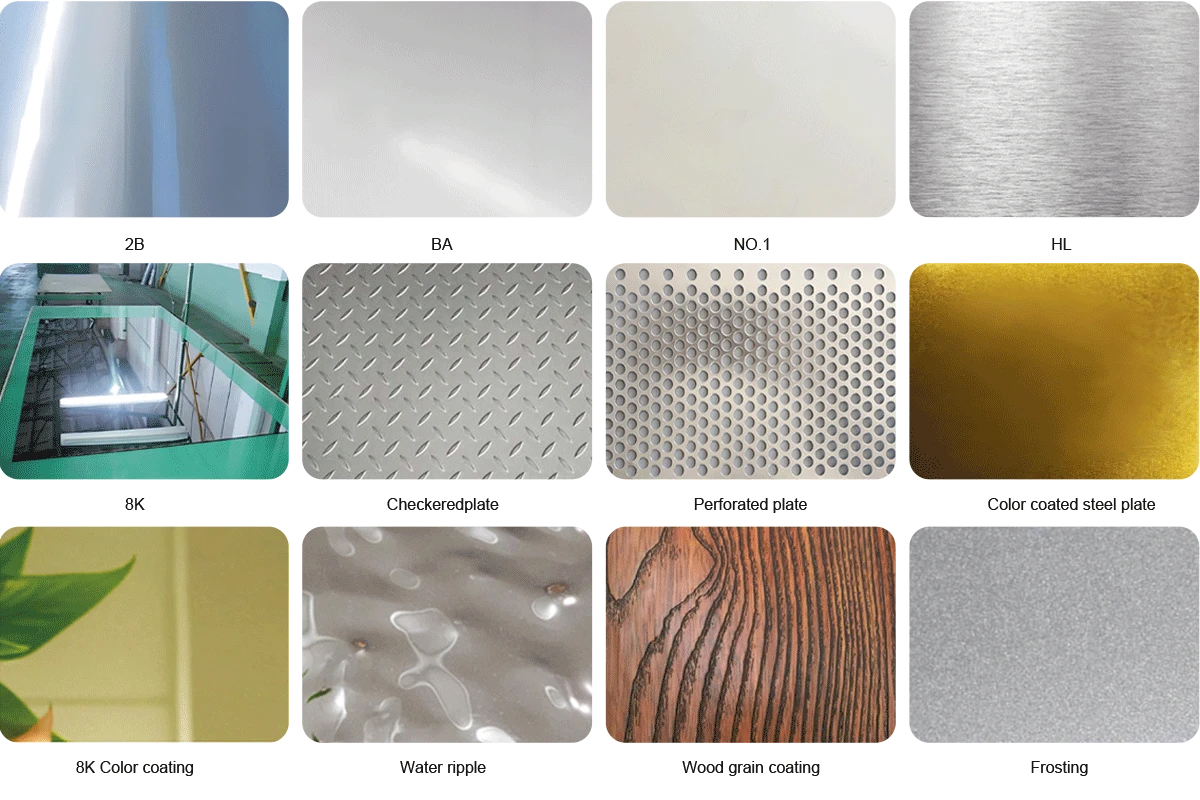
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















