


‹

›
‹
›
Cost-Effective: Excellent value, low maintenance costs
Easy Installation: Precise dimensions, reliable connections
Multiple Specifications: Meets various operational requirements
High-Temperature Resistance: Suitable for high-temperature, high-pressure environments
Wide Compatibility: Handles various media transportation
◉ PRODUCT SPECIFICATION
Elbow Types & Angles
Material Grades
Q235: Ordinary carbon structural steel
20#: High-quality carbon structural steel
A106 Gr.B: Carbon steel for high-temperature service
A234 WPB: Carbon steel for piping applications
Q345: High-strength low-alloy steel
A105: Carbon steel forgings
Pressure Ratings & Standards
Technical Parameters
Dimensional Tolerances
Outside Diameter Tolerance: ±1.0% (Precision grade), ±1.5% (Standard grade)
Wall Thickness Tolerance: ±10% (Precision grade), ±12.5% (Standard grade)
Angle Tolerance: ±0.5° (Precision machining), ±1.0° (Standard machining)
Roundness Tolerance: ≤1.5%D (D = Nominal Diameter)
Connection Methods
Butt Weld Connection: High-strength joint, excellent sealing
Socket Weld Connection: Easy installation, suitable for small diameters
Threaded Connection: Low-pressure systems, easy disassembly
Flanged Connection: Large-diameter piping, convenient maintenance
Manufacturing Processes
Production Methods
Hot Push Forming: Cost-effective for mass production
Cold Push Forming: Small diameters, superior surface quality
Hot Press Forming: Large diameters, uniform wall thickness
Welded Construction: Extra-large sizes, custom production
Forged Manufacturing: Applications requiring high strength
Quality Control
Raw Material Inspection: Chemical composition analysis
Dimensional Inspection: CMM precision measurement
Pressure Testing: 1.5 times working pressure test
Visual Inspection: Surface defect detection
NDT Testing: Ultrasonic, radiographic inspection
Performance Parameters
Mechanical Properties
Temperature-Pressure Characteristics
Operating Temperature: -29°C to 425°C
Maximum Working Pressure: 25MPa
Temperature-Pressure Derating Curves: Complete technical documentation provided
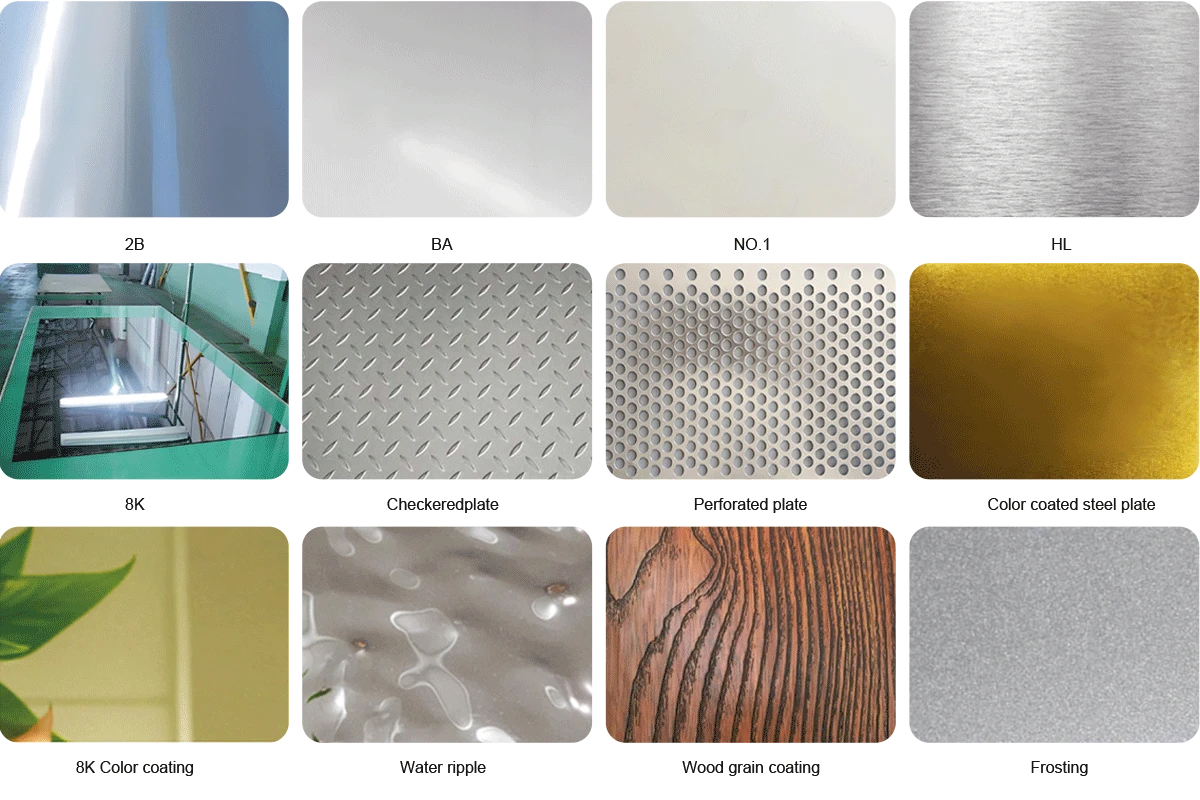
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















