


‹
›
‹
›
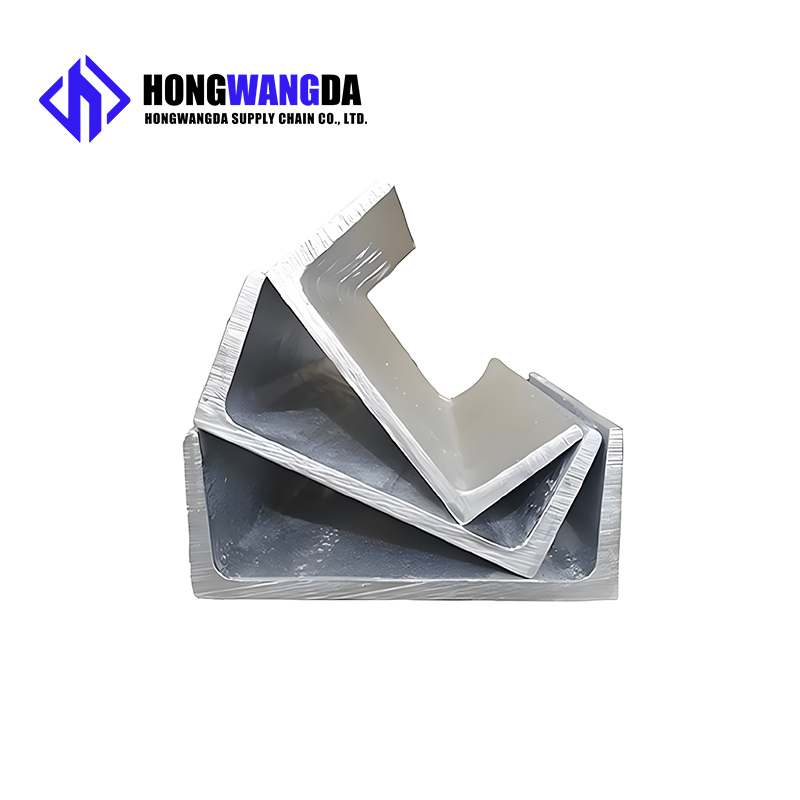
Stainless Steel Channel Steel
Phone:+86 18954208811
Email:info@hwdsteel.com
WhatsApp:+86 18954208811
Add:Keda Xunfei Weilaigang Building, No. 1 Jiangshan South Road, Huangdao District, Qingdao City, Shandong Province
Inquire Now
◉ PRODUCT SPECIFICATION
此处显示产品详情
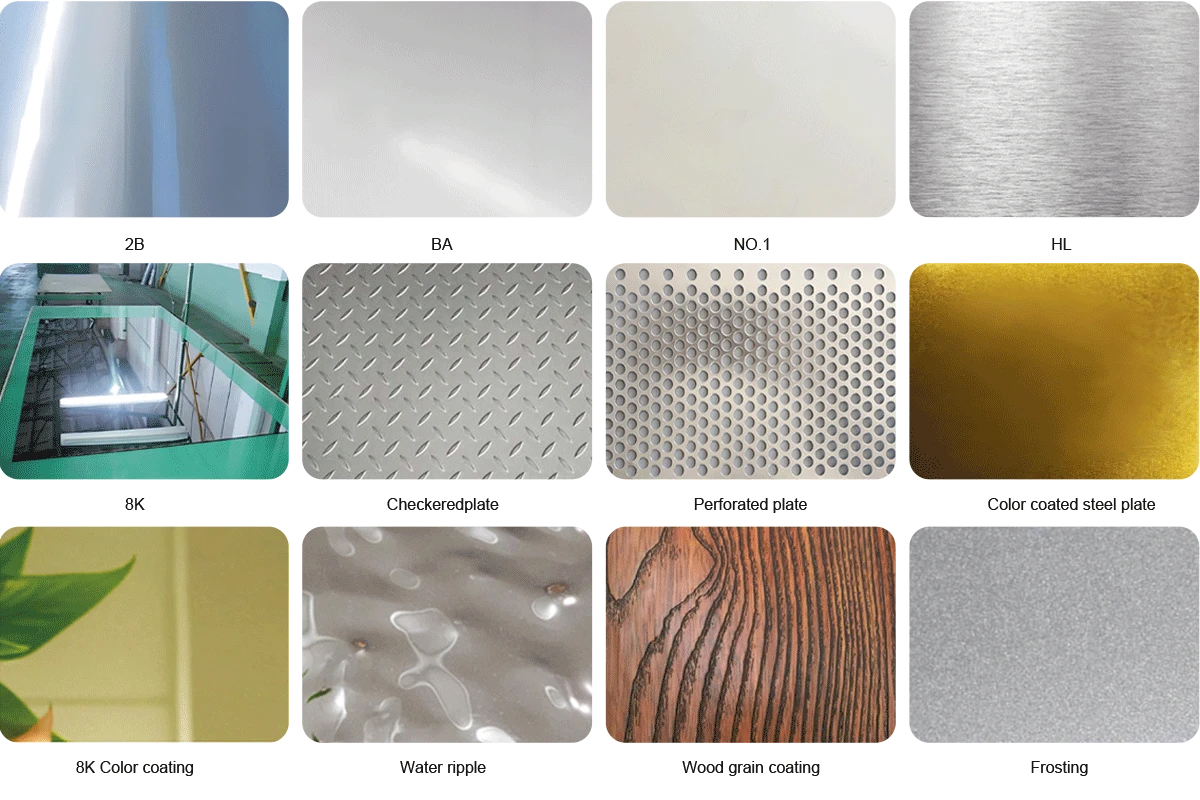
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















