


‹
›
‹
›
◉ PRODUCT SPECIFICATION
2. Material Standards & Grades
Primary Standard:
EN 10130 - Cold rolled low carbon steel flat products for cold forming
Designation System:
DC01: Drawing quality, non-alloy steel
Equivalent to: SPCC (JIS), CR1 (ASTM), Q195 (GB)
Surface Quality Classes:
3. Chemical Composition (% by weight)
4. Mechanical Properties
5. Physical Properties
6. Product Specifications
7. Manufacturing Process
Production Route:
Hot-rolled coil pickling
Cold rolling (50-80% reduction)
Continuous annealing
Skin pass rolling (0.5-1.5% extension)
Leveling and cutting
Final inspection
Key Process Parameters:
Annealing temperature: 680-720°C
Soaking time: 60-120 seconds
Cooling rate: Controlled
Surface roughness: Ra 0.3-0.8μm
8. Surface Treatment Options
9. Testing & Inspection
Mandatory Tests:
Tensile test (EN ISO 6892-1)
Bend test (EN ISO 7438)
Rockwell hardness test (EN ISO 6508-1)
Chemical analysis (EN 10204 2.2/3.1)
Surface inspection
Dimensional inspection
Optional Tests:
Erichsen cupping test (EN ISO 20482)
r-value and n-value determination
Microstructure examination
Surface roughness measurement
Salt spray test (EN ISO 9227)
10. Applications
Primary Applications:
Automotive: Body panels, interior components, brackets
Home Appliances: Washing machine drums, refrigerator parts
Electronics: Chassis, covers, enclosures
Construction: Decorative panels, fittings
General Engineering: Machine guards, cabinets, furniture
Forming Capabilities:
Deep drawing
Bending and folding
Roll forming
Stamping
Hemming
All DC01 carbon steel plates are manufactured according to EN 10130 standards and can be customized to meet specific customer requirements and application needs.
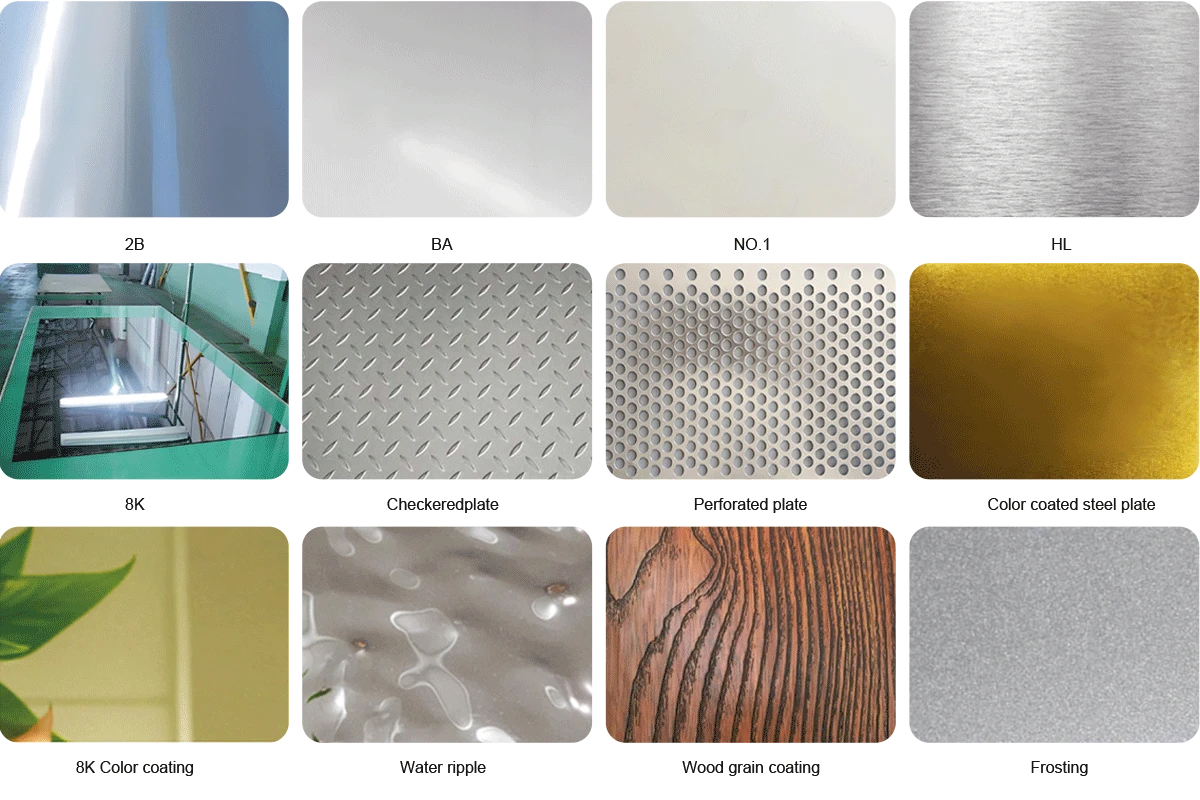
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















