


‹
›
‹
›
◉ PRODUCT SPECIFICATION
1. Material Standards & Grades
Primary Standard:
API Specification 5L - Line Pipe
Product Specification Levels:
PSL 1 - Standard quality requirements
PSL 2 - Enhanced quality requirements with additional testing
Available Grades:
2. Chemical Composition (% by weight, PSL 2 Requirements)
3. Mechanical Properties (PSL 2 Requirements)
4. Physical Properties
5. Product Specifications
6. Manufacturing Processes
Seamless Pipe:
Hot rolling process
Extrusion process
Plug mill process
Welded Pipe:
Electric Resistance Welding (ERW)
Submerged Arc Welding (SAW)
Longitudinal or spiral welding
7. Testing & Inspection (PSL 2 Requirements)
Mandatory Tests:
Hydrostatic testing
Non-destructive electric testing
Transverse tensile tests
Charpy V-notch impact tests
Hardness tests
Dimensional inspection
Visual inspection
Additional Tests:
Drop-weight tear tests (DWTT)
Sulfide stress corrosion cracking tests
Hydrogen-induced cracking tests
Guided bend tests
8. Applications
Primary Applications:
Oil transmission pipelines
Natural gas transmission pipelines
Refinery piping systems
Petrochemical plant piping
Water injection lines
Structural applications
Service Conditions:
Maximum operating temperature: 120°C
Suitable for sour service (with additional requirements)
Arctic service conditions (with impact test requirements)
9. Quality Certification & Documentation
Certification Requirements:
API Monogram license
ISO 9001 Quality Management System
Mill Test Certificate 3.1/3.2 per EN 10204
Traceability to heat number
Non-destructive testing reports
Documentation Provided:
Chemical analysis report
Mechanical test reports
Heat treatment records
Inspection and test reports
Dimension and weight certificates
Technical Advantages:
Consistent mechanical properties
Good weldability and formability
Excellent toughness at low temperatures
Reliable performance in harsh environments
Compliance with international pipeline standards
All pipes are manufactured and tested in accordance with API 5L specifications and can be supplied with additional testing to meet specific project requirements.
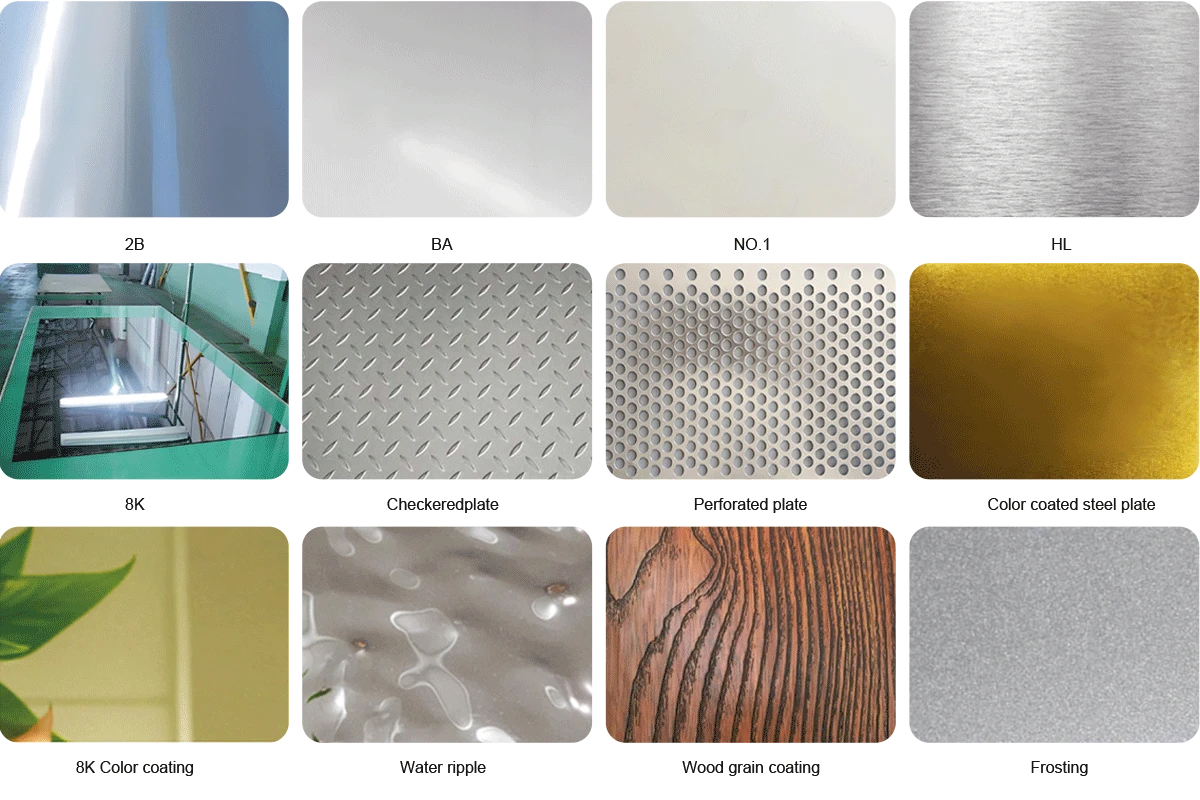
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















