


‹
›
‹


›
◉ PRODUCT SPECIFICATION
1. Material Standards & Grades
Primary Standards:
ASTM B49 - Hot-Rolled Copper Rods
EN 12163 - Copper and copper alloys - Rod for general purposes
JIS H3250 - Copper and copper alloy rods and bars
GB/T 4423 - Copper and copper alloy rods
Common Copper Grades:
2. Chemical Composition (% by weight)
3. Mechanical Properties
4. Physical Properties
5. Product Specifications
6. Manufacturing Processes
Production Methods:
Continuous Casting and Rolling (CCR): For electrical grade rods
Extrusion: For large diameters and special alloys
Hot Rolling: For general purpose rods
Cold Drawing: For precision dimensions and smooth surface
Process Characteristics:
CCR rod diameter: 8mm, 12mm, 20mm (standard)
Surface finish: As-cast, pickled, turned, or polished
Tolerance levels: Commercial, precision, special precision
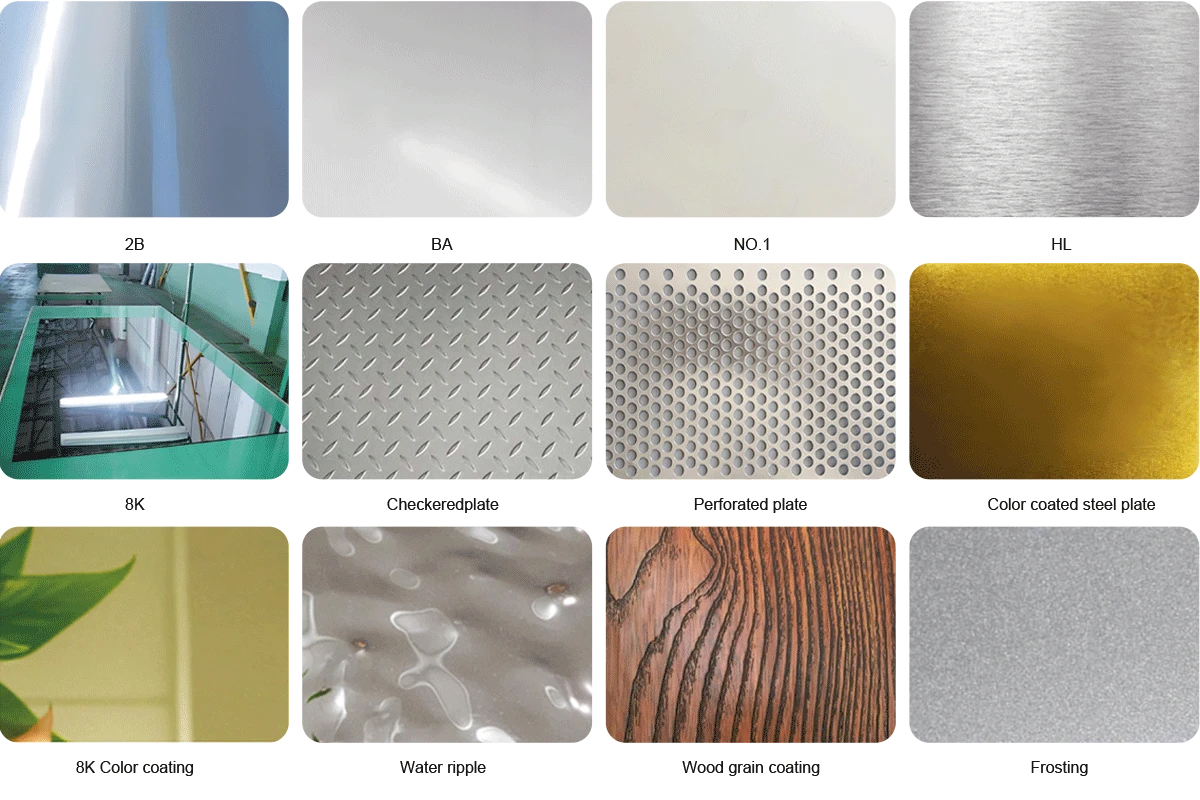
7. Surface Quality & Finish
Surface Conditions:
8. Testing & Inspection
Standard Tests:
Tensile test (ASTM E8)
Hardness test (ASTM E18)
Electrical conductivity test (ASTM B193)
Chemical analysis (Spectrometer)
Dimensional inspection
Surface quality inspection
Bend test (for specific applications)
Optional Tests:
Grain size measurement
Hydrogen embrittlement test
Stress relaxation test
Non-destructive testing
Third-party inspection
9. Applications
Electrical Applications:
Electrical bus bars and conductors
Transformer windings
Power transmission components
Electrical connectors
Circuit breaker parts
Machining Applications:
CNC machining parts
Fasteners and fittings
Valve components
Bearings and bushings
Decorative hardware
Special Applications:
Welding electrodes
Grounding rods
Heat exchanger components
Architectural elements
Artistic sculptures
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















