


‹
›
‹
›
◉ PRODUCT SPECIFICATION
1. Material Standards & Designation
Primary Standard:
EN 10346 - Continuously hot-dip coated steel flat products
Designation Explanation:
DC51D: Steel grade designation (Formability level)
+Z: Hot-dip zinc coating
Equivalent to: DX51D+Z (European equivalent)
2. Chemical Composition (% by weight)
3. Mechanical Properties
4. Coating Specifications
5. Physical Properties
6. Product Specifications
7. Surface Treatment Options
8. Testing & Inspection
Mandatory Tests:
Tensile test (EN ISO 6892-1)
Bend test (EN ISO 7438)
Coating mass measurement (EN 10346)
Chemical analysis (EN 10204 2.2/3.1)
Surface inspection
Dimensional inspection
Optional Tests:
Salt spray test (EN ISO 9227)
Adhesion test (EN 13523-8)
Surface roughness measurement
Microstructure examination
Third-party inspection
9. Applications
Primary Applications:
Construction Industry: Roofing, wall panels, structural components
Automotive: Body panels, chassis components, interior parts
Home Appliances: Refrigerator cabinets, washing machine panels, air conditioner housings
Electrical Enclosures: Switch boxes, control cabinets, distribution boards
General Manufacturing: Storage racks, furniture, agricultural equipment
Processing Capabilities:
Stamping and forming
Welding (spot welding, arc welding)
Painting and coating
Roll forming
Cutting and punching
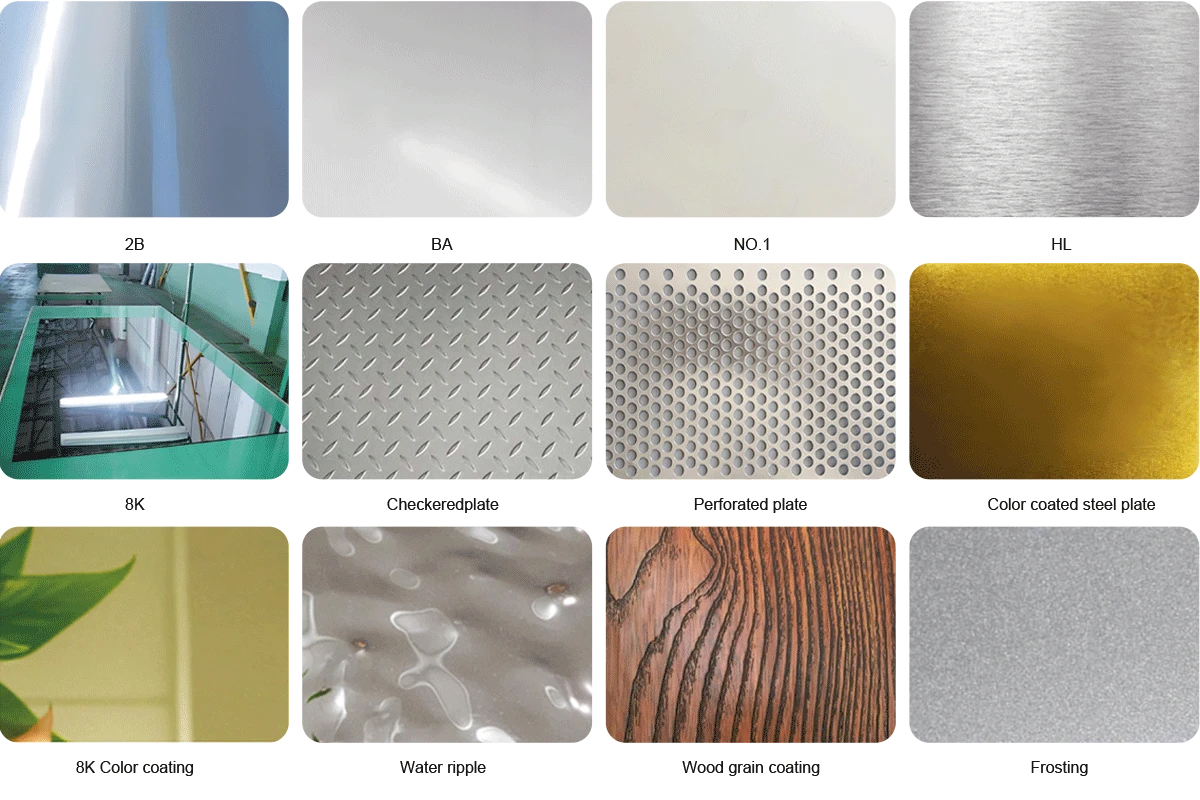
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















