


‹
›
‹
›
◉ PRODUCT SPECIFICATION
1. Material Standards & Grades
Primary Standard:
ASTM A53 - Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless
Available Grades:
2. Chemical Composition (% by weight, Base Steel)
3. Mechanical Properties
4. Galvanized Coating Specifications
Coating Requirements:
Coating Quality Tests:
Zinc coating adherence test
Coating uniformity test
Sulfate copper test
Visual inspection
5. Physical Properties
6. Product Specifications
7. Manufacturing Process
Production Steps:
Steel strip uncoiling and leveling
Cold forming into square shape
High-frequency welding (ERW)
Weld seam treatment and testing
Sizing and straightening
Hot-dip galvanizing (445-465°C)
Cooling and final inspection
Process Control Parameters:
Welding temperature: 1300-1400°C
Galvanizing temperature: 445-465°C
Zinc bath composition control
Cooling rate control
8. Testing & Inspection
Mandatory Tests:
Hydrostatic test (ASTM A53)
Flattening test (ASTM A53)
Bend test
Zinc coating test (ASTM A53)
Visual inspection
Dimensional inspection
Weld seam inspection
Optional Tests:
Salt spray test (ASTM B117)
Chemical analysis
Tensile test
Hardness test
Third-party inspection
9. Applications
Structural Applications:
Building frameworks and supports
Fencing and gate structures
Handrails and guardrails
Scaffolding systems
Structural trusses
Industrial Applications:
Machinery guards and frames
Conveyor system supports
Storage rack systems
Agricultural equipment frames
Industrial work platforms
Commercial Applications:
Retail display systems
Furniture manufacturing
Exhibition structures
Signage supports
Decorative architectures
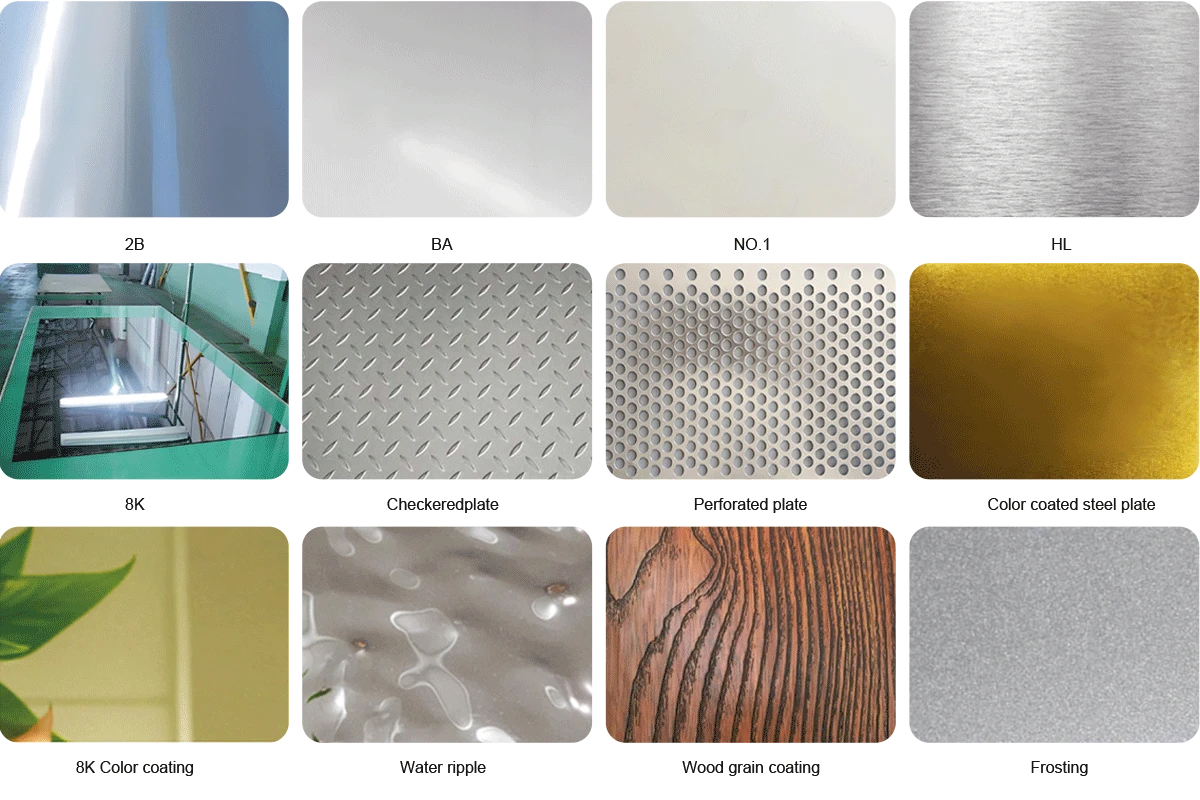
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















