


‹
›
‹
›
◉ PRODUCT SPECIFICATION
1. Standard Designations
UNS: S31008
ASTM: A240/A240M
EURONORM: 1.4845
JIS: SUS 310S
GB/T: 06Cr25Ni20
2. Chemical Composition (% by weight)
3. Mechanical Properties (Annealed Condition)
4. High-Temperature Properties
Maximum Service Temperature: 1150°C (2100°F) in air
Oxidation Resistance: Excellent due to high chromium content
Creep Strength: Good resistance to deformation under stress at high temperatures
5. Physical Properties
6. Available Product Range (Coil)
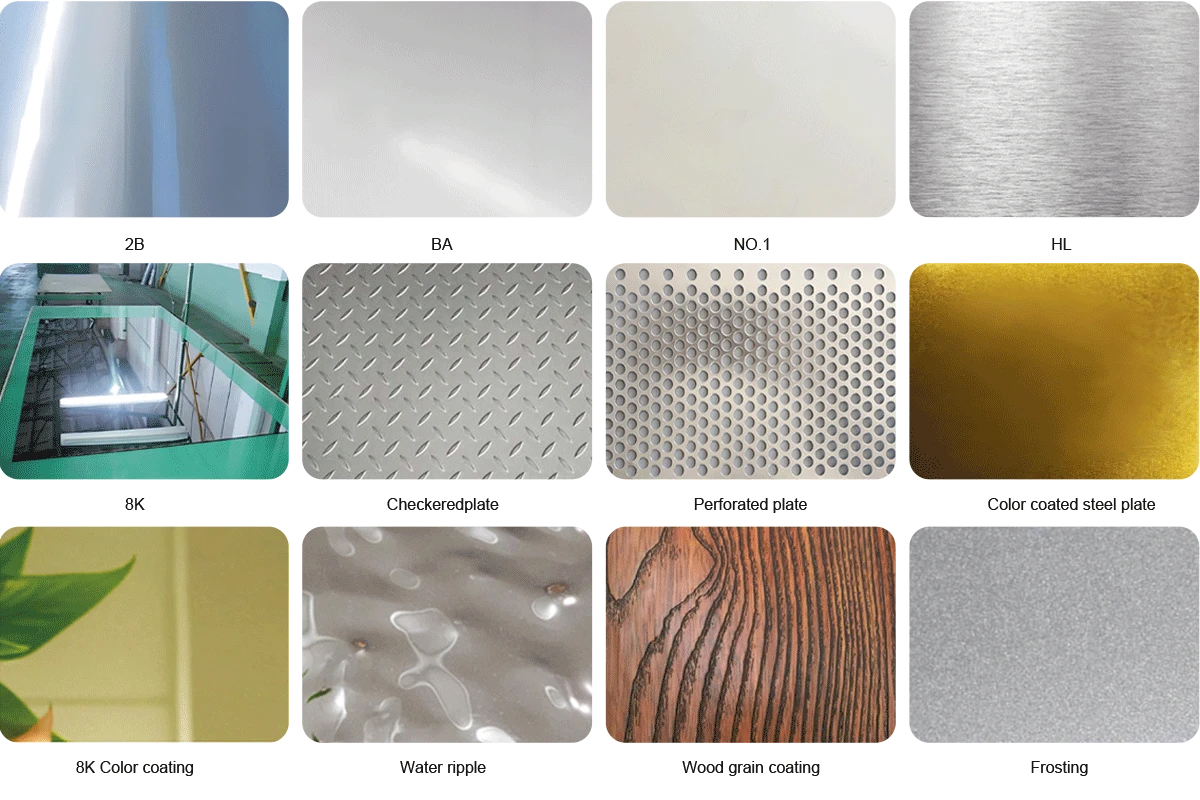
7. Surface Finishes
2B: Standard smooth matte finish
BA: Bright annealed mirror-like finish
No. 1: Hot-rolled, annealed & pickled
8. Typical Applications
Furnace components
Heat treatment fixtures
Radiant tubes
Kiln parts
Heat exchanger components
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles




















