


‹
›
‹
›
◉ PRODUCT SPECIFICATION
Overview
Inconel alloy pipes are tubular products manufactured from a family of austenitic nickel-chromium-based superalloys, representing one of the most advanced material solutions for extreme environments involving high temperatures, corrosive media, and mechanical stress. These pipes are produced through seamless (hot extrusion or cold drawing) or welded processes, serving as critical components for conveying aggressive chemicals, high-temperature gases, corrosive fluids, and high-pressure media across aerospace, chemical processing, oil and gas, power generation, and marine industries .
Inconel alloys are characterized by their high nickel content combined with significant chromium additions, typically ranging from 14-23% chromium depending on the specific grade. This composition creates a stable, protective chromium oxide layer that provides outstanding resistance to oxidation, carburization, and corrosion in aggressive environments. Many grades also incorporate molybdenum, niobium, titanium, and aluminum to enhance specific properties such as high-temperature creep resistance, precipitation hardenability, and resistance to localized corrosion .
The alloy family encompasses several distinct grades optimized for specific service conditions :
Inconel 600 (UNS N06600) : General-purpose grade with excellent oxidation resistance up to 1090°C (2000°F), widely used in furnace components, chemical processing, and nuclear engineering
Inconel 625 (UNS N06625) : The most widely used nickel alloy pipe in oil and gas, offering outstanding resistance to pitting, crevice corrosion, and acids with PREN > 50, plus high strength without heat treatment
Inconel 718 (UNS N07718) : Precipitation-hardenable grade offering the highest strength (up to 1241 MPa tensile) for downhole tools, wellhead components, and aerospace applications
Inconel 740H® : Advanced superalloy for ultra-supercritical power generation, with strength and creep resistance up to 1500°F and ASME Code Case 2702 approval
With a proven track record spanning over 50 years, Inconel pipes are specified when stainless steel, duplex, and even other nickel alloys cannot withstand the combination of extreme temperature, pressure, and corrosive attack . Available in sizes ranging from 1/8" to 26" diameter and various schedules, Inconel alloy pipes provide engineers with reliable fluid handling solutions for the most demanding environments where failure is not an option .
Key Features
Exceptional High-Temperature Strength: Inconel alloys maintain mechanical properties at elevated temperatures where other materials creep and fail. Age-hardenable grades like Inconel 718 achieve tensile strengths exceeding 180 ksi (1240 MPa) through precipitation strengthening, with useful properties maintained up to 705°C (1300°F). Solid-solution strengthened grades like 625 provide reliable service from cryogenic temperatures to 980°C (1800°F) .
Superior Oxidation and Corrosion Resistance: The high chromium content (typically 14-23%) forms a tenacious, self-healing oxide layer that protects against oxidation, sulfidation, and carburization at high temperatures. Molybdenum additions in grades like 625 provide exceptional resistance to pitting, crevice corrosion, and stress corrosion cracking in aggressive aqueous environments, including seawater and acidic media .
Multiple Grades for Varied Service Conditions: Inconel pipes are available in several grades optimized for specific applications :
Inconel 600: General-purpose grade for high-temperature oxidation resistance up to 1090°C; excellent resistance to chloride-ion stress-corrosion cracking and caustic corrosion
Inconel 625: The "gold standard" for corrosion resistance in oil and gas, with outstanding resistance to pitting (PREN > 50), crevice corrosion, and mixed acid/chloride environments
Inconel 718: Precipitation-hardenable grade offering maximum strength (1241 MPa tensile) for downhole tools, wellhead components, and aerospace applications
Inconel 740H®: Advanced superalloy for ultra-supercritical power generation with creep resistance to 1500°F
Multiple Pipe Types for Varied Applications: Inconel pipes are available in several manufacturing types to suit different service requirements:
Seamless Pipes (ASTM B167, B444) : Manufactured from solid billet through hot extrusion or cold drawing, offering superior structural integrity and higher pressure ratings—ideal for high-pressure systems, critical chemical processing, and sour gas service
Welded Pipes (ASTM B516, B705) : Formed from flat strip and longitudinally welded using precision TIG or laser welding—cost-effective, available in larger diameters, suitable for moderate-pressure applications
Heat Exchanger Tubes (ASTM B163) : Specifically for heat transfer equipment requiring precise dimensions and enhanced testing
NACE/ISO Compliance for Sour Service: Inconel grades are available with NACE MR0175/ISO 15156 certification for sour gas applications, ensuring resistance to sulfide stress cracking (SSC) and stress corrosion cracking (SCC) in H₂S-containing environments. Inconel 625 is widely used in downhole tubing, casing, and control lines for deep wells with high pressure, temperature, and corrosive fluids .
Excellent Fatigue Resistance: Inconel alloys demonstrate superior resistance to cyclic loading under both high-temperature and cryogenic conditions, making them ideal for safety-critical components in rotating machinery, pressure vessels, and aerospace structures. The alloys endure repeated thermal cycling, vibration, and mechanical stress without failure .
Cryogenic Toughness: Unlike many materials that become brittle at low temperatures, Inconel alloys retain excellent ductility and toughness down to -253°C (-423°F), making them suitable for cryogenic storage tanks, LNG equipment, and space applications.
Good Fabricability with Proper Techniques: Inconel pipes can be successfully welded, bent, cut, and formed using appropriate methods. The alloys exhibit good weldability with matching filler metals (ERNiCr-3 for 600, ERNiCrMo-3 for 625) and can be fabricated into complex geometries for ducting and manifolds .
Complete Standards Compliance: Inconel pipes meet numerous international standards ensuring global acceptance :
ASTM/ASME: B167, B444, B163, B516, B705, B829
NACE: MR0175/ISO 15156
ASME Boiler Code: Case 2702 for 740H®
DIN, JIS, GB: Various international standards available
Specifications with Explanation
Inconel Alloy Pipe Chemical Composition by Grade (Typical values, wt%)
Typical Mechanical Properties
Physical Properties
Applicable Pipe Standards
ASTM B829 General Requirements
ASTM B829 is the master specification containing mandatory general requirements for all ASTM nickel and nickel alloy seamless pipe and tube standards listed above. In case of conflict, requirements in the particular product specification take precedence over those listed in B829. This specification covers:
Chemical analysis methods
Mechanical testing requirements
Tolerances for dimensions and wall thickness
Workmanship and finish
Inspection and certification
Available Pipe Dimensions and Schedules
Classification by Diameter
Classification by Wall Thickness
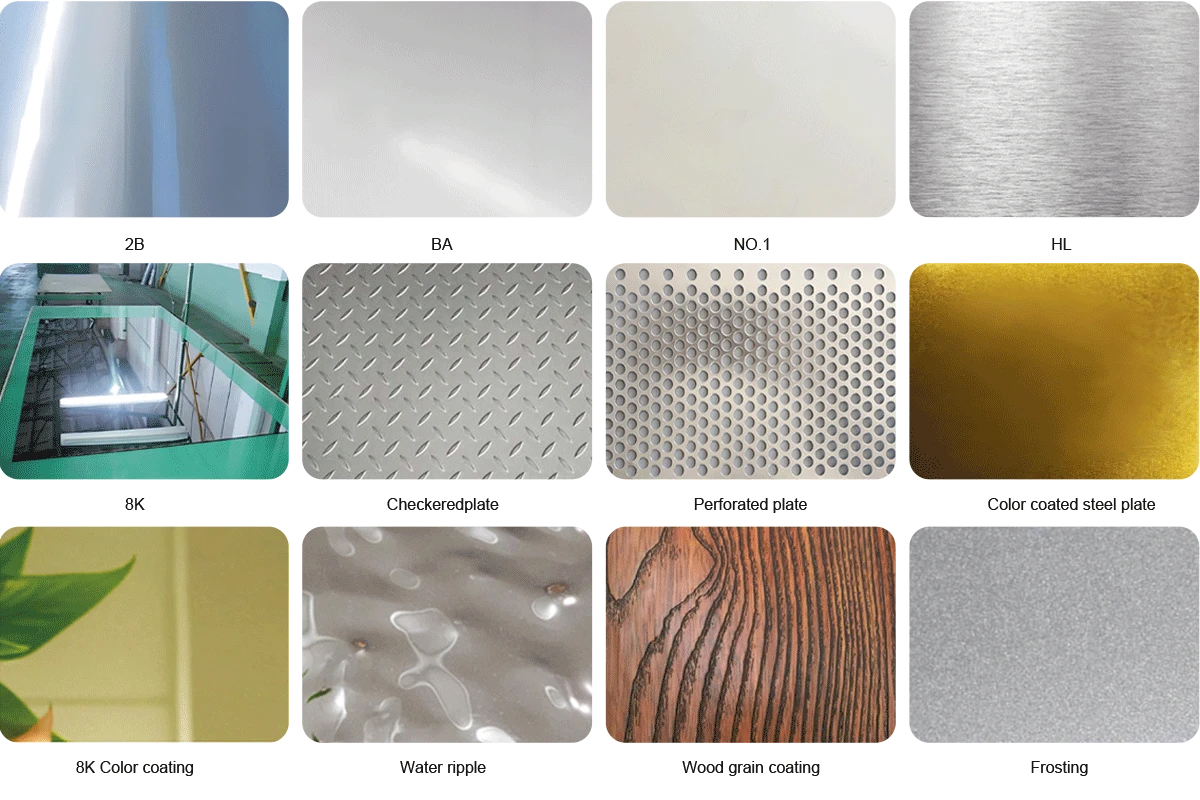
Surface Finishes Available
Solution annealed and pickled (standard)
Bright annealed
Mechanically polished (180#, 240#, 320#, 400#, 600#)
Sand blasted
Shot blasted
Pipe End Finishes
Plain End (PE)
Bevelled End (BE) for field welding
Applications
Inconel alloy pipes serve as critical fluid handling components across industries where extreme temperature, corrosion resistance, and mechanical strength are paramount :
Aerospace Industry
Jet Engine Components: Combustion chambers, afterburners, exhaust systems, and ducts operating at temperatures exceeding 1500°F (815°C)
Hydraulic Systems: High-pressure tubing for aircraft
Fuel Lines: Piping for jet fuel and rocket propellants
Engine Test Stands: High-temperature exhaust handling
Oil and Gas Industry
Downhole Tubing and Casing: For wells featuring combined CO₂ + H₂S + chlorides at high pressures and temperatures, requiring NACE MR0175/ISO 15156 compliance
Subsea Flowlines and Manifolds: For transporting hydrocarbons in offshore fields
Wellhead Equipment: Valves, hangers, and completion components
Sour Gas Service: Piping for H₂S-containing environments
Chemical Processing Industry
Reactor Piping: For aggressive chemical process streams
Heat Exchangers and Condensers: Handling nitric acid, sulfuric acid, chlorine, and organic acids
Distillation Columns: Internal piping and heat exchange elements
High-Pressure or Vacuum Systems: Seamless design minimizes contamination risks and prevents leakage
Marine and Offshore Engineering
Seawater Cooling Systems: Piping for offshore platforms, ships, and coastal power plants
Subsea Equipment: Hydraulic and chemical umbilicals for deepwater operations
Marine Exhaust Systems: Corrosion-resistant piping for naval vessels
Desalination Plants: Heat exchanger tubing for multi-stage flash evaporators
Power Generation
Superheater and Reheater Tubes: For fossil fuel power plants
Nuclear Reactor Components: Control rod drive mechanisms, reactor internals, and coolant piping requiring resistance to radiation damage and stress corrosion cracking
Advanced Ultra-Supercritical (A-USC) Boilers: Inconel 740H® steam headers and superheater tubes for operation up to 1500°F
Flue Gas Desulfurization (FGD) Systems: Piping for emissions control equipment
Industrial Heating and Heat Treating
Furnace Components: Radiant tubes, muffles, retorts, and conveyor systems
Heat-Treating Equipment: Baskets, trays, and fixtures for thermal processing
Thermal Element Protection Tubes: In nitriding and carburizing environments
Pulp and Paper Industry
Bleach Plant Piping: For chlorine dioxide and other bleaching chemicals
Chemical Recovery Systems: Piping for black liquor and recovery chemicals
Pollution Control and Environmental
Waste Incineration Off-Gas Scrubbing: Piping for corrosive combustion byproducts
Industrial Ventilation Systems: Exhaust handling for corrosive vapors
Automotive Racing
High-Performance Exhaust Systems: Lightweight, heat-resistant tubing
Defense Systems
Missile Propulsion: Components requiring extreme reliability
Naval Propulsion Systems: High-temperature and corrosion-resistant piping
Comparison: Grade Selection Guide
Buying Guide
Selecting the appropriate Inconel alloy pipe requires careful evaluation of service conditions, mechanical requirements, fabrication considerations, and economic factors:
Define Service Environment:
Temperature Range: Maximum operating temperature and thermal cycling conditions
Up to 1100°F (600°C): All grades suitable
Up to 1300°F (705°C): Inconel 718 (aged)
Up to 1800°F (980°C): Inconel 625
Up to 2000°F (1093°C): Inconel 600
Up to 1500°F (815°C) with creep resistance: Inconel 740H®
Corrosive Media: Identify specific chemicals, concentrations, and whether oxidizing or reducing conditions prevail
Seawater/chlorides: Inconel 625 (PREN >50)
Sour gas (H₂S + CO₂ + chlorides): Inconel 625, 718 with NACE certification
High-temperature oxidation: Inconel 600, 625
Acids (HCl, H₂SO₄, HF): Inconel 625
Pressure Requirements: Operating pressure and design margin
Sour Gas Requirements: For H₂S environments, specify NACE MR0175/ISO 15156 compliance
Select Pipe Type Based on Service Criticality :
Seamless Pipe (ASTM B167, B444) : For high-pressure systems, critical applications, sour gas service, and where weld seam concerns must be eliminated
Welded Pipe (ASTM B516, B705) : For moderate-pressure applications, larger diameters, and cost-sensitive projects
Heat Exchanger Tube (ASTM B163) : For condenser and heat exchanger applications requiring precise dimensions
Determine Pipe Dimensions :
Nominal Pipe Size (NPS) : 1/8" through 26" available
Schedule: Sch. 5 through Sch. 160 based on pressure requirements
Wall Thickness: Thin-walled (<5mm) for weight-critical applications; thick-walled (>5mm) for high-pressure service
Length: Standard 6m or 12m, custom lengths available
Tolerances: Specify required dimensional tolerances per ASTM standards
Verify Specifications and Standards:
Confirm applicable ASTM/ASME standards:
Inconel 600: ASTM B167 / ASME SB-167
Inconel 625: ASTM B444 / ASME SB-444
Welded pipe: ASTM B516 / B705
For general requirements, reference ASTM B829
For pressure applications, ensure ASME B31.3 or B31.1 code compliance
For sour service, verify NACE MR0175/ISO 15156 compliance
For power generation, verify ASME Code Case approvals
Consider Fabrication Requirements :
Welding: GTAW/TIG recommended with matching filler metals (ERNiCr-3 for 600, ERNiCrMo-3 for 625); inert gas shielding essential
Bending: Hot bending preferred for tight radii; cold bending with proper tooling possible; mandrel bending for thin-wall tubes
Heat Treatment: Most alloys supplied in solution-annealed condition; age-hardenable grades (718) require specific heat treatment
Post-Weld Treatment: Typically not required for solid-solution grades
Request Documentation:
Mill Test Certificates (MTC) per EN 10204 3.1/3.2 with:
Heat number and full chemical composition
Complete mechanical property test results
Hydrostatic test certification
Heat treatment records
NACE/ISO certification for sour service grades
Third-party inspection reports for critical applications
PMI (Positive Material Identification) certification when specified
Consider Total Cost of Ownership :
Initial Material Cost: Inconel pipe costs approximately 10-15x more than carbon steel and 2-5x more than 316L stainless
Installation Cost: Factor in welding, testing, and inspection
Maintenance Cost: Minimal compared to less corrosion-resistant materials
Service Life: Decades of reliable service in corrosive/high-temperature environments justifies premium cost
Downtime Avoidance: Critical for continuous process operations
Plan for Lead Times :
Stock Items: Limited availability for standard sizes
Mill Orders: 12-26 weeks for seamless pipe
Early procurement essential for project scheduling
FAQ
Q1: What is the difference between Inconel 600, 625, and 718 pipes?
A: These grades target different service conditions :
Inconel 600: Solid-solution strengthened with 72% nickel and 14-17% chromium. Offers excellent oxidation resistance up to 1090°C (2000°F) and resistance to chloride-ion stress-corrosion cracking. Used for furnace components, chemical processing, and nuclear engineering .
Inconel 625: Contains molybdenum (8-10%) and niobium (3.15-4.15%) for exceptional corrosion resistance. PREN >50 provides outstanding resistance to pitting, crevice corrosion, and acids. Maintains high strength without heat treatment up to 980°C. The most widely used nickel alloy pipe in oil and gas .
Inconel 718: Precipitation-hardenable with niobium, titanium, and aluminum. Achieves the highest strength (1241 MPa tensile) through aging heat treatment. Used for downhole tools, wellhead components, and aerospace applications requiring maximum strength at temperatures up to 705°C .
Q2: What is the difference between seamless and welded Inconel pipes?
A: Seamless pipes are manufactured from a solid billet through hot extrusion or cold drawing, resulting in uniform structure throughout with no weld seam. They offer higher pressure ratings and are preferred for critical applications, high-pressure systems, and sour gas service . Seamless Inconel 625 pipes are covered under ASTM B444 .
Welded pipes are formed from flat strip and longitudinally welded using precision TIG or laser welding. They offer higher dimensional consistency, lower production cost, and can be produced in larger diameters. Welded Inconel pipes are covered under ASTM B516 (600) and B705 (625) . Both types are typically supplied in solution-annealed condition to optimize corrosion resistance.
Q3: Are Inconel pipes magnetic?
A: Most Inconel alloys are essentially non-magnetic in the annealed condition due to their austenitic structure. Cold working may induce some magnetic response in certain grades, but they generally remain suitable for applications requiring non-magnetic materials. For applications with strict magnetic requirements (e.g., electronic housings, MRI equipment), Inconel alloys are excellent choices.
Q4: What is the maximum service temperature for Inconel pipes?
A: Maximum service temperatures vary by grade :
Inconel 600: Up to 1090°C (2000°F) for oxidation resistance
Inconel 625: Up to 980°C (1800°F) for continuous service
Inconel 718: Up to 705°C (1300°F) for aged condition
Inconel 740H®: Up to 1500°F (815°C) with creep resistance
For sour gas service, NACE MR0175/ISO 15156 specifies application limits based on H₂S partial pressure, pH, and temperature .
Q5: What NACE standards apply to Inconel pipes for oil and gas?
A: For oil and gas sour service (environments containing hydrogen sulfide), Inconel pipes must comply with NACE MR0175/ISO 15156. This standard defines material requirements for resistance to sulfide stress cracking (SSC) and stress corrosion cracking (SCC) in H₂S-containing environments. Inconel 625 and 718 are commonly certified for sour service with appropriate heat treatment and are used in downhole tubing, casing, and control lines for deep wells with high pressure, temperature, and corrosive fluids .
Delivery, Certification & Service
Quality Certification
Material Traceability: Complete heat traceability from melt to finished pipe with unique identification markings per applicable standards
Mill Test Certificates (MTC) : EN 10204 3.1/3.2 compliant certificates provided with every shipment including :
Heat number and full chemical composition analysis per applicable specifications
Complete mechanical property test results (tensile, yield, elongation)
Hydrostatic test certification
Heat treatment records (solution annealing temperatures, times)
Dimensional inspection reports
Non-destructive testing reports when specified
Third-Party Inspection: Available through Lloyds, DNV, Bureau Veritas, ABS, SGS, TÜV, or customer-nominated agencies
Special Testing Available:
Positive Material Identification (PMI)
Ultrasonic inspection (Flaw detection, wall thickness verification)
Radiographic examination of weld seams (for welded pipe)
Eddy current testing
Mechanical testing at elevated or cryogenic temperatures
Microstructural evaluation
NACE MR0175/ISO 15156 compliance verification for sour service
Available Pipe Forms and Dimensions
Surface Finishes Available
Solution Annealed and Pickled: Standard finish for most pipe applications—oxide-free surface with matte appearance
Bright Annealed: Smooth, bright finish for clean applications
Mechanically Polished: Various grit finishes (180#, 240#, 320#, 400#, 600#)
Sand Blasted: Textured finish for coating preparation
Shot Blasted: For enhanced surface properties
Pipe End Finishes
Plain End (PE) : Standard for most pipe shipments
Bevelled End (BE) : For field welding preparation (37.5° typical)
Packaging and Protection
Bundling: Thick woven plastic bags to bundle finished pipes together in batches
Wooden Crates: Export-grade wooden boxes for high-value or precision pipes
Individual Wrapping: Protective paper, polyethylene foam, or plastic for polished surfaces
End Protection: Plastic caps for all pipe ends to prevent debris ingress and bevel damage
Custom Marking: Stenciling, tagging, or stamping per customer specifications
Export Packing: Seaworthy packaging with waterproof lining and fumigation certification as required
Value-Added Services Available
Custom length cutting
Bending
Polishing
Shot blasting
Drilling/punching
Oil degreasing
After-Sales Technical Support
Material Selection Assistance: Expert guidance on grade selection for specific applications based on service conditions
Welding Support: Procedure recommendations, parameter optimization, and filler metal selection
Fabrication Guidance: Recommendations for bending, forming, and installation
Heat Treatment Guidance: For solution annealing, aging, or stress relieving requirements
Failure Analysis: Investigation and analysis of in-service material performance issues
Field Service: On-site technical support for critical applications and large projects
Delivery Commitment
Stock Items: 7 days for standard sizes and common grades
Mill Orders: 40 days for non-standard dimensions, specialty grades, or special certification requirements
Seamless Pipe Orders: 12-26 weeks typical for mill orders
Express Service: Expedited processing may be available for urgent requirements (premium pricing)
Partial Shipment: Allowed for large orders
Just-in-Time (JIT) Delivery: Coordinated delivery schedules to support project timelines
Global Logistics: International shipping with full export documentation, customs clearance support
Trade Terms and Logistics
Trade Terms: EXW, FOB, CFR, CIF
Loading Ports: Ningbo, Wenzhou, Shanghai (or other major ports as arranged)
Minimum Order: Typically 500 kg for mill orders (subject to negotiation)
Quality Assurance
All Inconel alloy pipes are manufactured in accordance with strict quality management systems, certified to ISO 9001:2015 and applicable industry standards. Production facilities maintain:
Advanced Melting Capabilities: VIM (Vacuum Induction Melting), VAR (Vacuum Arc Remelting), and ESR (Electroslag Remelting) for optimal purity
Specialized Tube Manufacturing: State-of-the-art seamless pipe extrusion, cold drawing, and welding facilities
Comprehensive Testing: In-house laboratories with full mechanical, chemical, metallurgical, and non-destructive testing capabilities
Traceability Systems: Computerized tracking from melt to finished product
Industry-Specific Certifications Available
Aerospace: AS9100, AMS specifications
Pressure Equipment: PED (Pressure Equipment Directive), ASME Section VIII, ASME B31.1/B31.3
Oil & Gas: NACE MR0175/ISO 15156 compliance, API specifications
Nuclear: NQA-1, 10CFR50 Appendix B, ASME Section III
Power Generation: ASME Code Case approvals
Marine: DNV, Lloyds, ABS type approval for offshore applications
Defense: ITAR compliance, MIL-SPEC certifications where applicable
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles



















