


‹
›
‹
›
◉ PRODUCT SPECIFICATION
Overview
Nickel alloy pipes are tubular products manufactured from a diverse family of nickel-based alloys, encompassing everything from commercially pure nickel to complex multi-component superalloys. These pipes are produced through seamless (hot extrusion or cold drawing) or welded processes, serving as critical components for conveying aggressive chemicals, high-temperature gases, corrosive fluids, and high-pressure media across chemical processing, oil and gas, power generation, aerospace, and marine industries .
Nickel alloy pipes are defined by their nickel base composition (typically ranging from 30% to over 99% nickel) , combined with controlled additions of chromium, molybdenum, copper, iron, and other alloying elements. Each element is carefully selected to achieve targeted properties: corrosion resistance, elevated-temperature strength, or both . The defining characteristic of nickel alloy pipes is their exceptional resistance to corrosion, high temperatures, and oxidative attack—they hold up where conventional stainless steel or carbon steel would fail: in concentrated acids, chloride-rich brines, or furnace atmospheres above 1000°F .
The alloy family encompasses numerous grades optimized for specific service conditions:
Commercially Pure Nickel (Nickel 200/201) : For caustic alkali service and high-purity applications
Nickel-Copper (Monel 400) : For seawater and hydrofluoric acid environments
Nickel-Chromium (Inconel 600/625) : For high-temperature oxidation resistance and corrosive media
Nickel-Chromium-Iron (Incoloy 800/825) : For cost-effective high-temperature and acid service
Nickel-Molybdenum (Hastelloy B series) : For reducing acids like hydrochloric acid
Nickel-Chromium-Molybdenum (Hastelloy C series) : For mixed acid/chloride environments
Available in sizes ranging from 1/8" to 26" diameter and various schedules, nickel alloy pipes provide engineers with reliable fluid handling solutions for the most demanding environments where carbon steel and stainless steel would rapidly fail .
Key Features
Exceptional Corrosion Resistance Across Alloy Families: Nickel alloy pipes offer outstanding resistance to a wide range of corrosive media, with each family optimized for specific environments :
Nickel-Copper (Monel) : Excellent resistance to seawater, hydrofluoric acid, and reducing acids
Nickel-Chromium (Inconel) : Outstanding oxidation resistance and performance in high-temperature corrosive environments
Nickel-Chromium-Iron (Incoloy) : Good resistance to oxidation and carburization at elevated temperatures
Nickel-Molybdenum (Hastelloy B) : Exceptional resistance to reducing acids like hydrochloric acid
Nickel-Chromium-Molybdenum (Hastelloy C) : Superior resistance to oxidizing media and mixed acid/chloride environments
Precipitation Hardened Nickel Alloys: Heat treatable for higher strength without compromising toughness
High-Temperature Performance: Many nickel alloys retain strength, ductility, and oxidation resistance at temperatures that would compromise most other metals. Nickel-chromium alloys like Inconel 600 and 625 maintain useful mechanical properties from cryogenic temperatures up to 2000°F (1093°C), making them ideal for aerospace, power generation, and heat treatment operations .
Multiple Pipe Types for Varied Applications: Nickel alloy pipes are available in several manufacturing types to suit different service requirements :
Seamless Pipes (ASTM B161, B165, B167, B407, B423, B444, B622, etc.) : Manufactured from solid billet through hot extrusion or cold drawing, offering superior structural integrity and higher pressure ratings—ideal for high-pressure systems, critical chemical processing, and sour gas service
Welded Pipes (ASTM B705, B514, B515) : Formed from flat strip and longitudinally welded using precision TIG or laser welding—cost-effective, available in larger diameters, suitable for moderate-pressure applications
Condenser and Heat Exchanger Tubes (ASTM B163) : Specifically for heat transfer equipment requiring precise dimensions and enhanced testing
NACE/ISO Compliance for Sour Service: Premium nickel alloy grades are available with NACE MR0175/ISO 15156 certification for sour gas applications. For example, SM2550 (UNS N06255) is a nominal 6% molybdenum material recognized by ISO 13680 as Group 4 Category 25-50-6, referenced as 4d material in NACE MR0175/ISO 15156-3 for environments featuring combined CO₂ + H₂S + chloride up to 177°C .
Durability and Long Service Life: Nickel alloy pipes deliver long service life even under severe operating conditions. Reduced replacement and maintenance frequency translates to lower life-cycle costs compared to less corrosion-resistant alternatives . In harsh environments like offshore platforms, chemical plants, and refineries, nickel alloy pipes can remain in service for decades.
Excellent Fabricability with Proper Techniques: Nickel alloy pipes can be successfully welded, bent, cut, and formed using appropriate methods. While they may work-harden, they respond well to standard industrial techniques with proper procedures .
Complete Standards Compliance: Nickel alloy pipes meet numerous international standards ensuring global acceptance :
ASTM/ASME: B161, B163, B165, B167, B407, B423, B444, B622, B705, B829
API: 5CT, 5CRA, 5LC
NACE: MR0175/ISO 15156
ISO: 11960, 13680
DIN, JIS, GB: Various international standards available
Versatility Across Industries: The broad range of available nickel alloy compositions allows engineers to match the material precisely to the service environment, from cryogenic to high-temperature, from mildly corrosive to aggressively acidic .
Specifications with Explanation
Nickel Alloy Pipe Chemical Composition by Family (Typical values, wt%)
Typical Mechanical Properties (Annealed Condition)
Physical Properties
Applicable Pipe Standards
ASTM B829 General Requirements
ASTM B829 is the master specification containing mandatory general requirements for all ASTM nickel and nickel alloy seamless pipe and tube standards listed above. In case of conflict, requirements in the particular product specification take precedence over those listed in B829 . This specification covers:
Chemical analysis methods
Mechanical testing requirements
Tolerances for dimensions and wall thickness
Workmanship and finish
Inspection and certification
Available Pipe Dimensions and Schedules
Common Schedule Availability
Sch. 5S, 10S: Light wall for general process applications
Sch. 40S: Standard wall for moderate pressure service
Sch. 80S: Heavy wall for higher pressure applications
Sch. 160, XXS: Extra heavy wall for severe service conditions
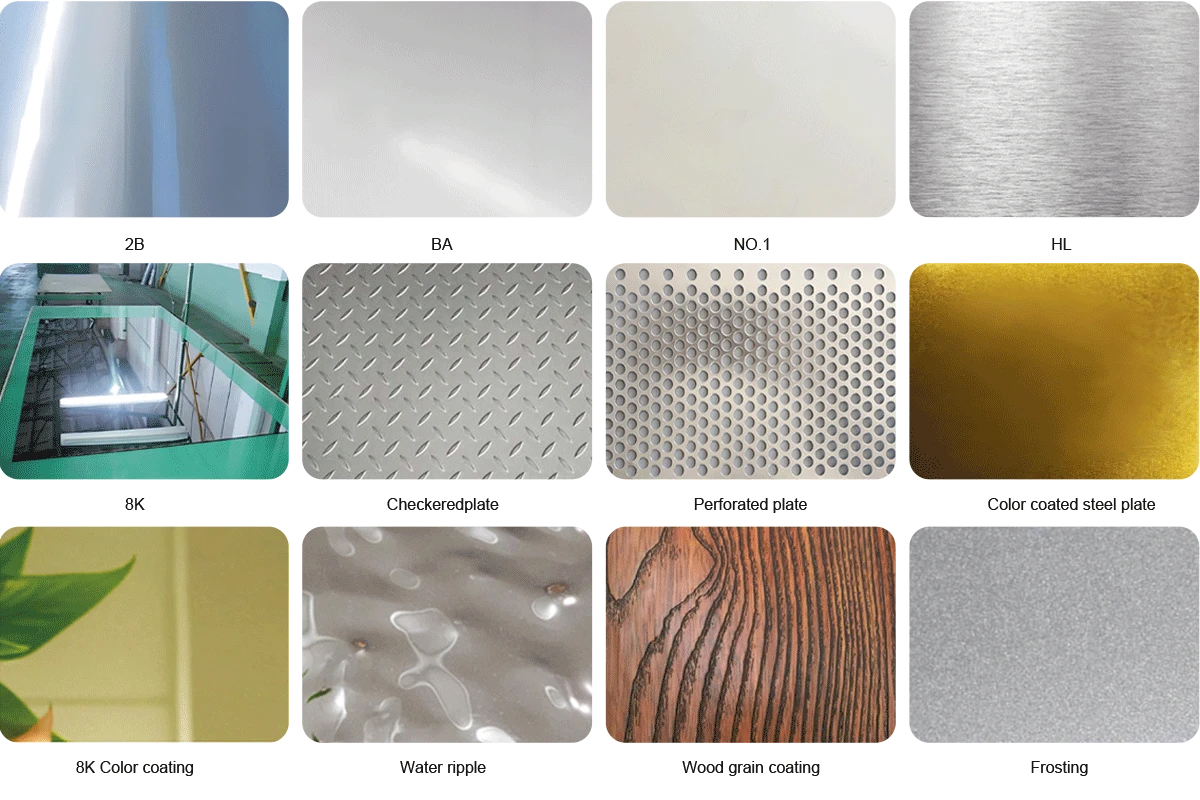
Surface Finishes Available
Solution annealed and pickled (standard)
Bright annealed
Mechanically polished (various grits)
Electrolytic polished
Copper-plated (for coupling stock)
Yellow, green, orange color coding (for OCTG)
Pipe End Finishes
Plain End (PE)
Bevelled End (BE) for field welding
Threaded and Coupled (for OCTG applications)
Applications
Nickel alloy pipes serve as critical fluid handling components across industries where corrosion resistance, high-temperature performance, and mechanical strength are paramount :
Chemical Processing Industry
Handling aggressive chemicals, acids, and solvents at elevated temperatures and pressures
Sulfuric acid piping and vessels: Incoloy 825 and Hastelloy alloys for H₂SO₄ service
Hydrochloric acid systems: Hastelloy B-series for reducing acid environments
Reactor internals and heat exchangers: For corrosive process streams
Pickling equipment: Piping for metal pickling operations using corrosive acids
Distillation columns: Internal piping and heat exchange elements
Oil and Gas Industry
Downhole tubing and liners: For wells featuring combined CO₂ + H₂S + chlorides at temperatures up to 177°C
Sour gas service: Piping for H₂S-containing environments requiring NACE MR0175/ISO 15156 compliance
Offshore platform equipment: Seawater handling and chemical injection lines
Processing equipment: Valves, fittings, and piping for refineries
Wellhead components: Hangers, connectors, and completion equipment
Power Generation
Superheaters and reheaters: High-temperature boiler components
Nuclear reactor internals: Piping for primary and secondary coolant loops
Steam generator tubing: For nuclear and fossil fuel power plants
Flue gas desulfurization (FGD) systems: Piping for emissions control equipment
Aerospace Industry
Components exposed to high temperatures and corrosive fuels or oxidizing atmospheres
Hydraulic systems: High-pressure tubing for aircraft
Fuel lines: Piping for jet fuel and rocket propellants
Engine components: Bleed air ducts and compressor tubing
Marine and Offshore Engineering
Seawater cooling systems: Piping for offshore platforms, ships, and coastal power plants
Desalination plants: Heat exchanger tubing for multi-stage flash evaporators
Ballast water treatment: Piping for marine environmental compliance
Subsea components: Hydraulic and chemical umbilicals
Pollution Control and Environmental
Flue gas desulfurization (FGD) systems: Scrubber piping for power plants handling sulfuric acid condensate
Waste incineration off-gas scrubbing: Piping for corrosive combustion byproducts
Landfill leachate treatment: For aggressive liquid waste streams
Industrial ventilation systems: Exhaust handling for corrosive vapors
Pulp and Paper Industry
Bleach plant piping: For chlorine dioxide and other bleaching chemicals
Digester circulation: High-temperature alkaline service
Chemical recovery systems: Piping for black liquor and recovery chemicals
Pharmaceutical and Food Processing
High-purity chemical delivery: For drug manufacturing and clean processes
Sanitary process lines: Where corrosion resistance and cleanability are essential
Nuclear Industry
Fuel reprocessing: Piping for nuclear fuel recycling
Waste handling: Transfer lines for radioactive waste streams
Reactor coolant systems: Primary and secondary loops
Comparison: Grade Selection Guide
Buying Guide
Selecting the appropriate nickel alloy pipe requires careful evaluation of service conditions, mechanical requirements, fabrication considerations, and economic factors:
Define Service Environment :
Corrosive Media: Identify specific chemicals, concentrations, and whether oxidizing or reducing conditions prevail
Caustic alkalis: Nickel 200/201
Seawater/hydrofluoric acid: Monel 400
Mixed acids/chlorides: Inconel 625, Hastelloy C-276
Reducing acids (HCl): Hastelloy B-series
Sour gas (H₂S + CO₂ + chlorides): SM2550, 825, 625
Temperature Range: Maximum operating temperature and thermal cycling conditions
Up to 600°F (315°C): Nickel 200
Above 600°F: Nickel 201 (prevents graphitization)
Up to 1100°F (600°C): Incoloy 800
Up to 2000°F (1093°C): Inconel 600, 625, C-22
Pressure Requirements: Operating pressure and design margin
Sour Gas Requirements: For H₂S environments, specify NACE MR0175/ISO 15156 compliance
Select Pipe Type Based on Service Criticality :
Seamless Pipe: For high-pressure systems, critical applications, sour gas service, and where weld seam concerns must be eliminated
Welded Pipe: For moderate-pressure applications, larger diameters, and cost-sensitive projects
Heat Exchanger Tube: For condenser and heat exchanger applications requiring precise dimensions
Determine Pipe Dimensions:
Nominal Pipe Size (NPS) : 1/8" through 26" available
Schedule: Sch. 5 through Sch. 160 based on pressure requirements
Length: Standard 6m or 12m, custom lengths available
Tolerances: Specify required dimensional tolerances per ASTM standards
Verify Specifications and Standards :
Confirm applicable ASTM/ASME standards based on alloy grade:
Nickel 200/201: ASTM B161
Monel 400: ASTM B165
Inconel 600: ASTM B167
Inconel 625: ASTM B444
Incoloy 800: ASTM B407
Incoloy 825: ASTM B423
Hastelloy C-276: ASTM B622
For general requirements, reference ASTM B829
For pressure applications, ensure ASME B31.3 or B31.1 code compliance
For sour service, verify NACE MR0175/ISO 15156 compliance
Consider Fabrication Requirements:
Welding: GTAW/TIG recommended with matching filler metals; inert gas shielding essential
Bending: Hot bending preferred for tight radii; cold bending with proper tooling possible
Heat Treatment: Most alloys supplied in solution-annealed condition; age-hardenable grades require specific heat treatment
Post-Weld Treatment: Typically not required for solid-solution grades; pickling may restore surface condition
Request Documentation:
Mill Test Certificates (MTC) per EN 10204 3.1/3.2 with:
Heat number and full chemical composition
Complete mechanical property test results
Hydrostatic test certification
Heat treatment records
NACE/ISO certification for sour service grades
Third-party inspection reports for critical applications
Consider Total Cost of Ownership :
Initial Material Cost: Nickel alloy pipes cost more than stainless steel but deliver longer service life
Installation Cost: Factor in welding, testing, and inspection
Maintenance Cost: Minimal compared to less corrosion-resistant materials
Service Life: Decades of reliable service in corrosive environments justifies premium cost
Downtime Avoidance: Critical for continuous process operations
Plan for Lead Times :
Stock Items: 1-4 weeks for standard sizes and common grades
Mill Orders: 12-20 weeks for non-standard dimensions, specialty grades, or special certification requirements
OCTG Orders: Larger sizes available upon request
Follow Proper Handling Procedures :
Prevent Iron Contamination: Keep separate from carbon steel to prevent iron contamination (iron particles can initiate localized corrosion)
Prevent Spot Hardening: Avoid impact or abusive handling that could create hard spots
Storage: Store indoors on racks with protective end caps
Use Adapted Running Equipment: For OCTG, follow Nippon Steel Storage and handling procedure for CRA materials
FAQ
Q1: What is the difference between nickel alloy pipes and stainless steel pipes?
A: Nickel alloy pipes contain significantly higher nickel content (typically 30% to over 99%) compared to stainless steel (typically 8-12% nickel in 300-series). This higher nickel content provides:
Superior corrosion resistance in reducing acids, chlorides, and seawater
Immunity to chloride stress corrosion cracking (common failure mode for stainless steel)
Better high-temperature strength and oxidation resistance
Excellent performance from cryogenic to elevated temperatures
While nickel alloy pipes cost more than stainless steel, they deliver longer service life in aggressive environments, resulting in lower total cost of ownership .
Q2: What is the difference between seamless and welded nickel alloy pipes?
A: Seamless pipes are manufactured from a solid billet through hot extrusion or cold drawing, resulting in uniform structure throughout with no weld seam. They offer higher pressure ratings and are preferred for critical applications, high-pressure systems, and sour gas service .
Welded pipes are formed from flat strip and longitudinally welded using precision TIG or laser welding. They offer higher dimensional consistency, lower production cost, and can be produced in larger diameters. Welded pipes are suitable for moderate-pressure applications and are covered by specifications like ASTM B705 .
Both types are typically supplied in solution-annealed condition to optimize corrosion resistance.
Q3: Are nickel alloy pipes magnetic?
A: It depends on the specific alloy and its condition:
Pure nickel (Nickel 200/201) : Ferromagnetic at room temperature
Nickel-copper (Monel 400) : Essentially non-magnetic at room temperature (permeability ~1.002)
Nickel-chromium (Inconel 600, 625) : Non-magnetic in annealed condition
Nickel-chromium-iron (Incoloy 800) : Non-magnetic in annealed condition
Hastelloy alloys: Non-magnetic in annealed condition
Cold working may induce some magnetic response in certain grades. For applications requiring strictly non-magnetic materials, verify the magnetic properties of the specific grade.
Q4: What is the maximum service temperature for nickel alloy pipes?
A: Maximum service temperatures vary by grade :
Nickel 200: Up to 600°F (315°C) continuous service
Nickel 201: Up to 1200°F (650°C) (low carbon prevents graphitization)
Monel 400: Up to 900-1000°F (480-540°C)
Inconel 600: Up to 2000°F (1093°C) for oxidation resistance
Inconel 625: Up to 1800-2000°F (980-1093°C)
Hastelloy C-22: Up to 2000°F (1093°C) intermittent, 2150°F (1177°C) continuous
Hastelloy C-276: Up to 2100°F (1150°C)
For sour gas service, NACE MR0175/ISO 15156 specifies application limits based on H₂S partial pressure, pH, and temperature. SM2550 is recommended for temperatures up to 177°C (350°F) in CO₂ + H₂S + chloride environments .
Q5: What NACE standards apply to nickel alloy pipes for oil and gas?
A: For oil and gas sour service (environments containing hydrogen sulfide), nickel alloy pipes must comply with NACE MR0175/ISO 15156. This standard defines material requirements for resistance to sulfide stress cracking (SSC) and stress corrosion cracking (SCC) in H₂S-containing environments .
For example:
SM2550 (UNS N06255) is referenced as 4d material in NACE MR0175/ISO 15156-3, qualified for environments with combined CO₂ + H₂S + chloride up to 177°C
Inconel 625, Incoloy 825, and Hastelloy C-276 are also commonly certified for sour service with appropriate heat treatment
The standard includes application limits based on H₂S partial pressure, pH, chloride content, and temperature (see Fig. 2 in NACE MR0175-3 Table A-14) .
Delivery, Certification & Service
Quality Certification
Material Traceability: Complete heat traceability from melt to finished pipe with unique identification markings per applicable standards
Mill Test Certificates (MTC) : EN 10204 3.1/3.2 compliant certificates provided with every shipment including :
Heat number and full chemical composition analysis per applicable specifications
Complete mechanical property test results (tensile, yield, elongation)
Hardness testing where applicable
Hydrostatic test certification
Heat treatment records (solution annealing temperatures, times)
Dimensional inspection reports
Non-destructive testing reports when specified (ultrasonic, eddy current)
Third-Party Inspection: Available through Lloyds, DNV, Bureau Veritas, ABS, SGS, TÜV, or customer-nominated agencies
Special Testing Available:
Positive Material Identification (PMI)
Ultrasonic inspection (Flaw detection, wall thickness verification)
Radiographic examination of weld seams (for welded pipe)
Eddy current testing
Mechanical testing at elevated or cryogenic temperatures
Microstructural evaluation (grain size, precipitate distribution)
Intergranular corrosion testing (ASTM G-28)
NACE MR0175/ISO 15156 compliance verification for sour service
Flattening, flange, and bend tests
Available Pipe Forms and Dimensions
Common Schedule Availability
Surface Finishes Available
Solution Annealed and Pickled: Standard finish for most pipe applications—oxide-free surface with matte appearance
Bright Annealed: Smooth, bright finish for clean applications
Mechanically Polished: Various grit finishes (180#, 240#, 320#, 400#, 600#)
Electrolytic Polished: High-purity finish for pharmaceutical and food applications
Copper-Plated: For coupling stock in OCTG applications
Color-Coded: Yellow, green, orange identification for OCTG grades
Pipe End Finishes
Plain End (PE) : Standard for most pipe shipments
Bevelled End (BE) : For field welding preparation (37.5° typical)
Threaded and Coupled: For OCTG applications
Packaging and Protection
Bundling: Steel-strapped bundles with protective spacers for straight lengths
Wooden Crates: Export-grade wooden cases for high-value or precision pipes
Individual Wrapping: Protective paper, polyethylene foam, or plastic for polished surfaces
End Protection: Plastic caps for all pipe ends to prevent debris ingress and bevel damage
VCI Protection: Vapor Corrosion Inhibitor materials for long-term storage or marine shipment
Custom Marking: Stenciling, tagging, or stamping per customer specifications
Export Packing: Seaworthy packaging with waterproof lining and fumigation certification as required
Color Coding: For OCTG materials, coupling stock may be color-coded (yellow, green, orange) for grade identification
After-Sales Technical Support
Material Selection Assistance: Expert guidance on grade selection for specific applications based on service conditions
Welding Support: Procedure recommendations, parameter optimization, and filler metal selection
Fabrication Guidance: Recommendations for bending, forming, and installation
Heat Treatment Guidance: For solution annealing, aging, or stress relieving requirements
Failure Analysis: Investigation and analysis of in-service material performance issues
Field Service: On-site technical support for critical applications and large projects
Installation Support: Assistance with proper handling and installation procedures per ISO 10405/API RP5C1
Storage and Handling Guidance: Recommendations for CRA materials to prevent iron contamination and spot hardening
Delivery Commitment
Stock Items: 1-4 weeks for standard sizes and common grades
Mill Orders: 12-20 weeks for non-standard dimensions, specialty grades, or special certification requirements
OCTG Orders: Larger sizes available upon request; lead times vary by specification
Express Service: Expedited processing may be available for urgent requirements (premium pricing)
Just-in-Time (JIT) Delivery: Coordinated delivery schedules to support project timelines
Partial Shipment: Allowed for large orders
Global Logistics: International shipping with full export documentation, customs clearance support
Quality Assurance
All nickel alloy pipes are manufactured in accordance with strict quality management systems, certified to ISO 9001:2015 and applicable industry standards. Production facilities maintain:
Advanced Melting Capabilities: Electric furnace, VOD (Vacuum Oxygen Decarburization), AOD (Argon Oxygen Decarburization) for optimal purity
Specialized Pipe Manufacturing: State-of-the-art seamless pipe extrusion, cold drawing, and welding facilities
Comprehensive Testing: In-house laboratories with full mechanical, chemical, metallurgical, and non-destructive testing capabilities
Traceability Systems: Computerized tracking from melt to finished product
Process Certifications: Factory certifications including ISO 9001, AS9100 (aerospace), ISO 13485 (medical), API Q1 (oil & gas)
Industry-Specific Certifications Available
Oil & Gas: NACE MR0175/ISO 15156 compliance, API 5CT, API 5CRA, API Q1
Chemical Processing: ASME B31.3 process piping compliance
Pressure Equipment: PED (Pressure Equipment Directive), ASME Section VIII, ASME B31.1/B31.3
Nuclear: NQA-1, 10CFR50 Appendix B, ASME Section III
Aerospace: AS9100, AMS specifications
Marine: DNV, Lloyds, ABS type approval for offshore applications
Defense: ITAR compliance, MIL-SPEC certifications where applicable
International Standards: ASTM, ASME, API, ISO, DIN, JIS, GB
◉ Surfcae selection
◉ PRODUCTION AND WAREHOUSING




◉ MESSAGE
◉ SIMILAR RECOMMENDED
 Inconel alloy pipe
Inconel alloy pipe Nickel alloy pipe
Nickel alloy pipe Titanium alloy tube
Titanium alloy tube Monel alloy pipe
Monel alloy pipe Incoloy alloy pipe
Incoloy alloy pipe Hastelloy alloy pipe
Hastelloy alloy pipe Incoloy alloy bar
Incoloy alloy bar Inconel alloy bar
Inconel alloy bar Monel alloy bar
Monel alloy bar Titanium alloy bar
Titanium alloy bar Nickel alloy bar
Nickel alloy bar Hastelloy alloy bar
Hastelloy alloy bar Lead ingot
Lead ingot Inconel alloy plate
Inconel alloy plate Monel alloy plate
Monel alloy plate Titanium alloy plate
Titanium alloy plate Nickel alloy plate
Nickel alloy plate Incoloy alloy plate
Incoloy alloy plate Hastelloy alloy plate
Hastelloy alloy plate Np550 Wear Resistant Sheet Hot Rolled Steel Plate
Np550 Wear Resistant Sheet Hot Rolled Steel Plate Stainless Steel Channels | Structural Profiles
Stainless Steel Channels | Structural Profiles



















